Produkte für Elementedesign und Formenbau
Samstag, 20. 04 2024
Seite 3 von 5


Fertigung der Stützform
Die stärkere Hinterschneidung auf dem Rücken der Form wird mit weiterem Silikon gefüllt und sauber beigearbeitet , um eine spätere Entformung der Stützform zu vereinfachen. Im Anschluß wird über der Form ein aus Plastillin vorbereiteter Saum / Flansch verlegt, mit Vertiefungen versehen, ausreichend fest angedrückt und wiederum glattgestrichen, ohne die konischen Vertiefungen zu beschädigen. 

Zur noch einfacheren, völlig gewaltfreien Entformung der später zu entnehmenden Stützschalung tragen wir jetzt noch ein ( nicht unbedingt erforderliches) Trennwachs auf, das wir ca. 5 Minuten ablüften lassen.






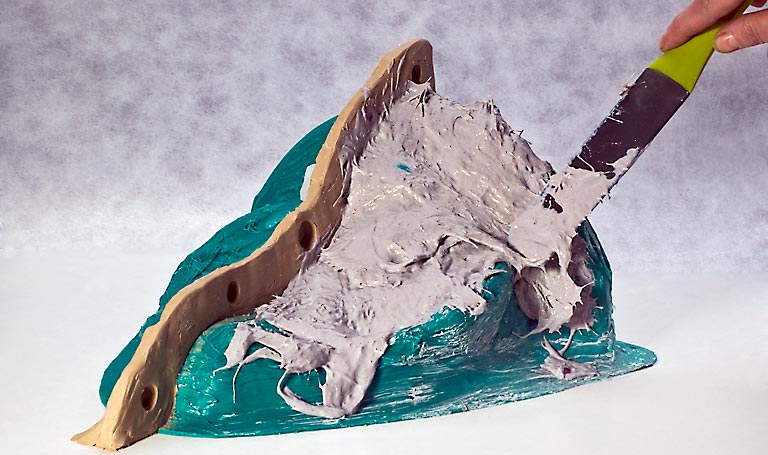
In das im Mischgefäß vorgelegte Polymer VF 812 mischen wir mit einem elektrischen Rührstab oder wie hier mit einem Haushaltsmixer unser Bindemittelpulver MG 40 klumpenfrei ein. Nachdem die Matrix beim Rühren eine cremige Konsistenz erreicht hat, fügen wir dem Material unsere E-Lite Glasfasern mit 12 mm Länge zu.


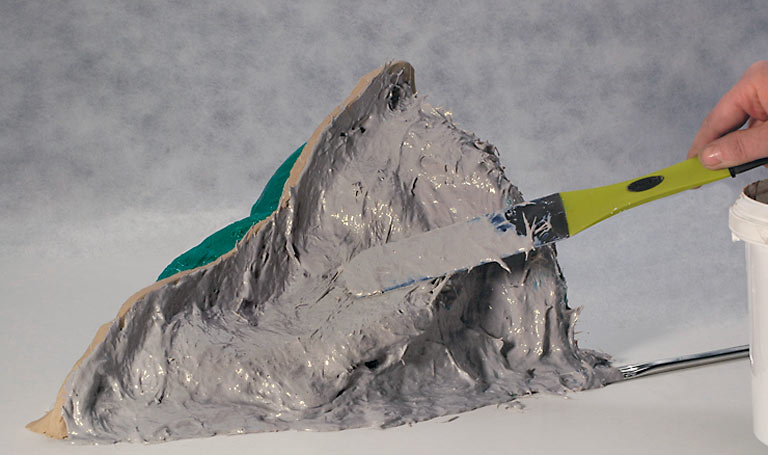
Mit einem Pinsel tragen wir das angemischte, leicht cremige FMG nun zügig auf, zunächst wird der Flansch bestrichen/gespachtelt, bevor das ganze Modell ca. 5 - 6 mm dünn mit der faserarmierten Masse belegt wird.